技術課題①
:
緩め作業と
ボルトの焼付き現象
M36程度以上の大きなボルトでは、緩め時にねじ面に焼付き現象が起こりがち。ねじが細目であるときには、数の内「60%のボルト」に焼付きが起きるのは珍しくありません。
これくらいのボルトサイズになると、締結・緩め作業に油圧トルクレンチ(www.plarad.net)や大型インパクトレンチなどが使われますが、これが「曲者」。
ねじ面が焼付いているのに、知らず無暗に強力なトルクで緩めて、にっちもさっちも行かなくなることがあります。最悪ボルトが取り付いている装置を壊す事態になることもあります。

緩め作業時に焼付き現象が発生したかどうかは、「人間の感覚に頼る」しかなく、「やむなくハンマーで叩いて」衝撃を与え続けながら緩めるという原始的な作業にならざるを得ません。写真はM64をやっています。

焼付き現象はナットの締付時にも、ナット座面と当たり面(フランジ面)との間が「むしれる」という形で発生します。こうなると、期待したボルト軸力が出ませんから(=重大事件!)、一旦締め付けても折角の軸力が低下する事になります。
またメンテ後に再締めをやるときに、作業前にフランジの当たり面をヤスリやペーパーでこすったりして修復せねばならず、大きな手間です。
こんな為に、重要な装置の組み立てや分解では(便利な)油圧レンチの使用が禁止となっている処も現実にあります。問題の解決の為にボルトテンショナー(油圧テンショナー)(www.bolt-engineer.net)や油圧ナットという伝統的な手もありますが、狭隘部ではそれもままなりません。
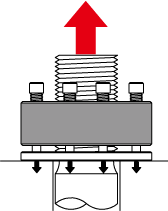
解決の為に「テンションナット」をお勧めします。原理は図の通りで、静的な締付なのでねじ山を傷めず、軸力も確かです。締結・緩めに油圧レンチやボルトテンショナーが不要です。無論ハンマーによる叩き締めとも無縁です。